In de vorige blog vertelden we hoe je de printtijd van een houder voor een gelaatsmasker verkort door gebruik te maken van Support Blocker en Support Horizontal Expansion. Daarmee hebben we de printtijd van één onderdeel met 1,5 uur verkort naar 5 uur en 7 minuten.
Stel nou dat je 20 van deze onderdelen zou willen printen en twee printopdrachten per werkdag kan starten, dan is je project pas over 10 werkdagen klaar. Gelukkig kan dit veel sneller door prints te stapelen en gebruik te maken van een Custom Support Part. In deze blog leggen we uit hoe dit werkt.
Het stapelen van prints
Door het onderdeel in SOLIDWORKS te openen en er een samenstelling te maken, kunnen er meerdere onderdelen bovenop elkaar gezet worden. Let wel, de onderdelen moeten wel van elkaar verwijderd kunnen worden. We houden hiervoor een opening van 1 mm aan tussen de onderdelen.
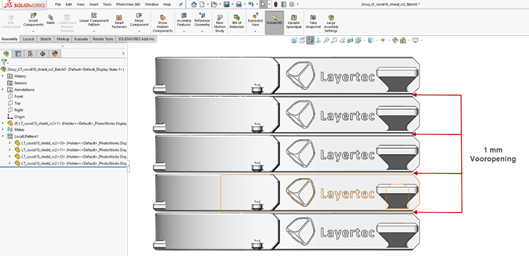
Samenstelling in SOLIDWORKS
Zodra de samenstelling klaar is, exporteren we deze naar een .STL formaat (File > Save as > .STL extensie). Het is belangrijk om in dit venster bij Options te kiezen voor: save all components of an assembly in a single file. Dan worden alle onderdelen in één STL-bestand geëxporteerd. Als je hier niet voor kiest, krijg je een STL-bestand per onderdeel.
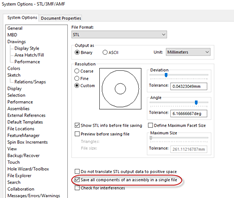
Kies voor: save all components of an assembly in a single file
In Ultimaker Cura geef je vervolgens aan welke filamenten gebruikt gaan worden en zet je alle instellingen goed (zie onderstaande afbeelding). Voor het opzetten van deze 3D print hebben we gebruik gemaakt van Black Tough PLA en het supportmateriaal Natural PVA.
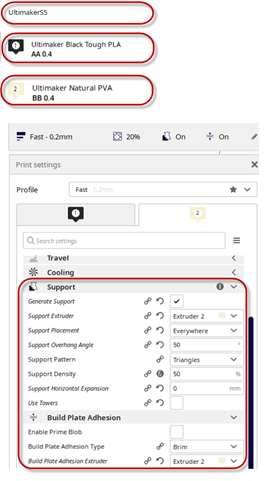
Slice settings in Ultimaker Cura
Voor het stapelen van prints zal Ultimaker Cura automatisch support aanmaken. Echter, zoals beschreven in de vorige blog, maken we bewust gebruik Support Blockers aan om de printtijd te verkorten. Dit zijn de lichtgrijze, doorzichtige kolommen in de onderstaande afbeelding.
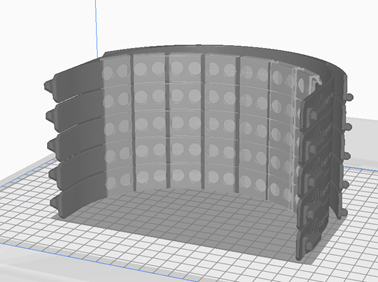
Batch van vijf 3D prints met Support Blockers
Hierbij moet er wel rekening gehouden worden met het feit dat de Support Blockers er voor zorgen dat er geen support wordt aangemaakt over het hele gebied waar de Support Blockers gepositioneerd zijn. Het risico is dat er dan te grote tussenruimtes zonder support ontstaan waardoor je lelijke 3D prints krijgt. De geëxtrudeerde draad gaat dan ‘hangen’ – ook wel bekend als ‘Bridging’ - tussen de aangebrachte ondersteuning.
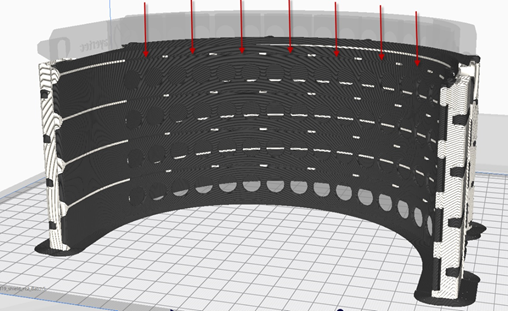
Tussenruimte is te groot: 'Bridging'
Dit voorkom je door handmatig op elk rond gat een Support Blocker aan te brengen. Dan krijg je de situatie zoals getoond in onderstaande afbeelding. Als nu alle onderdelen gesliced worden, dan zien we dat er alleen supportmateriaal wordt aangemaakt in de 1 mm tussenruimte die in de samenstelling is aangemaakt.
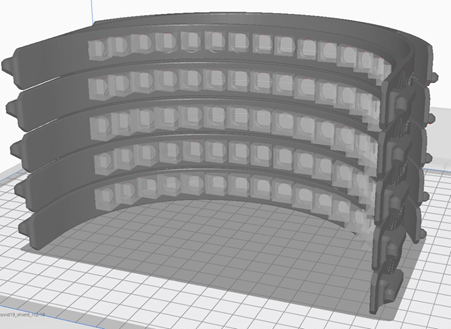
Support Blockers aangebracht op elk individueel gat
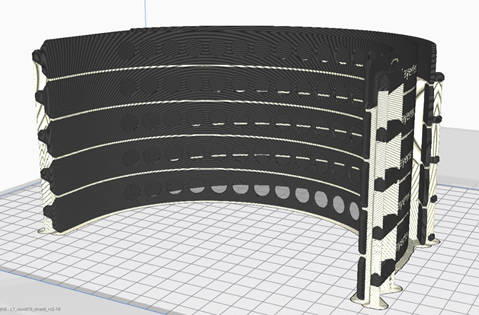
Dankzij Support Blockers alleen supportmateriaal in de 1 mm opening
/Robert%20Slegers.png)
/Robert%20Slegers.png?width=80&height=80&name=Robert%20Slegers.png)
-1.png?width=300&height=225&name=whitepaper%20-%20virtual%20twins%20(1)-1.png)